Tool makers machined complex dies from hardened tool steel . Crane operators sitting in open cabs above the unheated the steel storage shed swung 20-ton bundles of steel over to the shears. The shears crunched through bars up to 6” in diameter, and men hand loaded the cut offs on to carts that moved to the hammers. Electro-magnets mounted to the crane swung heaps of steel trim scrap on to trucks headed for Rosen’s scrap yard, and from there by rail back to smelters in Pittsburg and Buffalo. Forged parts were then heat treated, with men loading conveyors that heated then dumped the forging in to oil baths. The oil burned back off in the tempering furnace. We could see mist of black smoke rising as we walked to school. In those days, that was a sign of industry. The initial reaction to environmental restrictions was to only temper oily parts at night to hide the smoke; that was eventually changed. Next, tumbling or blasting removed heavy scale formed by forging. In tumbling, thousands of small forgings were shoveled in to horizontal tumblers that created an intense high-frequency jingle and a cloud of crud that left a taste in the mouth and nose. Masks were of some help. Men desperate for a pay check bid this job. Occasionally the cloud would explode in spontaneous combustion, and the plant Fire Brigade saved the day more than once. Management was happy to give them a dinner for their service.
Machining the forgings with holes, shapes, and threaded fittings came next. Tub loads came in to the Drill Room. Swapping parts in to and out of fixtures all day could be tedious. Time-study set what was called the rate and “making rate’ established the pace and pay. Keeping track of making rate and the hourly bonus earnings somewhat relieved the tedium as the work day went along. One worker one set up two packs of cigarettes on his machine and counted the hours by the pack. The work was a problem for men with arthritis. The steel parts were kept bathed in coolant as they were machined. Constantly having their hands in coolant was tortuous. Even worse was after eight hours of that going out to a frozen car at midnight to go home..
Brewer-Titchener was renowned for its galvanizing operations that coated the parts thickly with zinc. The River St. plant had modest size sulfuric acid tanks for pre-cleaning the parts, then a galvanize tank 3 feet wide and 10’ long. After cleaning, men placed the forgings on handheld racks, lowered them in to the molten zinc, and moved them along to a running water quench. Theirs was the finest galvanize finish in the industry.
However, there was an incident with the acid tanks. Herbie on the Maintenance crew was a bit slow. In this instance, someone took his uniform and soaked it in the sulfuric acid. He wore it the next day until coffee break. When he stood up from the bench, the back of his pants fell off. He was the butt of a bad joke. At least one fellow worker recognized its cruelty. He went directly to the Chief Engineer, Mr. Harrison. Horseplay of any kind is dangerous in a factory and strictly forbidden. Harrison was incensed. He skipped the union process and directly called all the maintenance crew (40) in to line and castigated them all for this incident. The point was made.
The “Carriage Goods” plant on Watson Street plant had six forging hammers and a large sheet metal and welding operation. Unlike the River St. plant, some women worked in the shop operations.
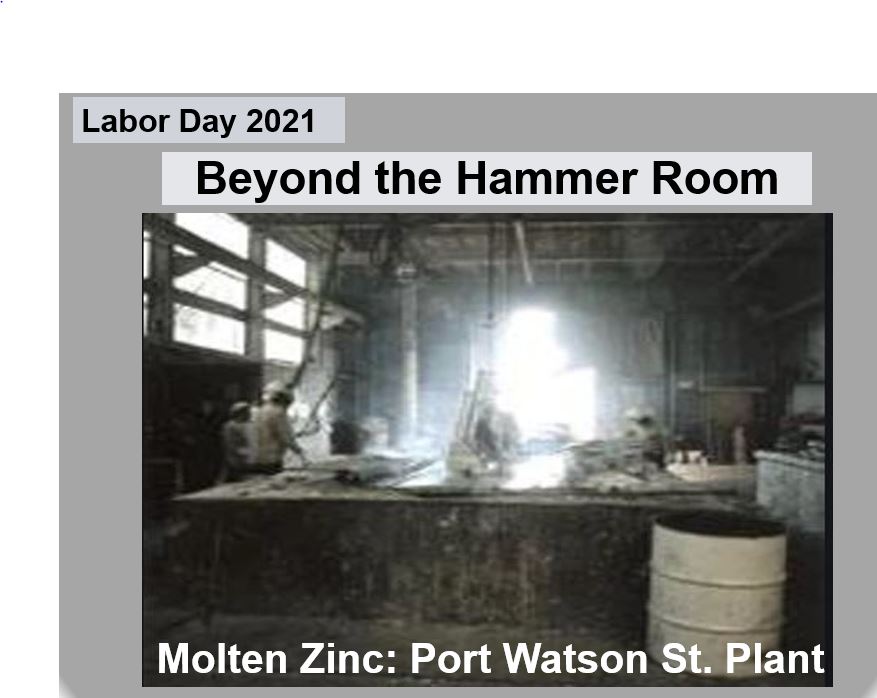
The galvanizing operation at the Port Watson Street plant was a primary component of BTC business. The acid tanks were 3 ft wide and 40 ft. long. The product line at this plant was street light brackets. They were large weldments and clumsy to handle. Overhead cranes move bundles of brackets through the acid tanks and rinse tanks. Used (spent) rinse went down the drain to a pond in the field behind the plant. Cleaned bundles of the brackets moved in to the large and cavernously high galvanizing room. There the zinc kettle was 24 ft long. The lowering of parts in to the zinc was tricky and had to be done by crews of 7 men heaving on ropes and pulleys to lift the bundles up and over in to the molten zinc. If any rinse water remained in the brackets as they went in, they exploded with steam and blasted molten zinc out an end. Clouds of zinc fume billowed up the stack every day, out to the wind, and across Cortland. No one in Cortland needed to buy zinc supplements at the vitamin store, they just didn’t know it. (Author’s note: as children we lived just across the street from the galvanize operation.)
BUY AMERICAN
Brewer Titchener Corp with the forge shops and hammer rooms and galvanizing was one of the most progressive company in Cortland. They had a union, but never an authorized strike. They promoted from within and paid for employee education. At a time when America was opening its trade to other countries, their production manager, Rocky Roe, declared that Brewer-Titchener will buy only United States Steel for its plants.
Salute to Brewer-Titchener Corp. this Labor Day